 中文
中文 英文
英文


 在线客服
在线客服 石油和天然气工业——油气开采中用于含硫化氢环境的材料
第2部分: 抗开裂碳钢和低合金钢,以及铸铁的使用
警告:使用ANSI/NACE MR0175/ISO 15156本部分内容所选择的碳钢、低合金钢以及铸铁,所耐受的是石油和天然气生产中含H2S环境,但不一定所有服役条件下都能抗腐蚀开裂。设备用户的职责是选择适用于服役环境的碳钢、低合金钢以及铸铁。
本版本与第一版本(ANSI/NACE MR0175/ISO 15156-2:2003)相比,有以下改动:
——包含对堆焊焊接工艺评定的要求;
——包含表A.1焊缝硬度方面的应用限制变动;
——包含ASTM硬度标准的ISO等同物;
——包含少量其它技术调整;
——使文本意图更加清晰,纠正编辑错误。
1. 范围
本部分对用于石油天然气工业以及天然气处理工厂含有H2S环境中的设备所使用的碳钢和低合金钢的选择和认证提出了要求和建议。这些设备的失效,会给工作人员以及公众的健康和生命安全或环境带来很大的危害。本部分有助于避免设备发生这种高昂代价的腐蚀损坏。本部分补充而不是代替相关的设计标准和规范或细则中已有的材料技术要求。
本部分叙述了钢抗由硫化物应力开裂(SSC)引起的破坏的性能以及应力定向氢致开裂(SOHIC)和软区开裂(SZC)的有关现象。
本部分还叙述了钢抗氢致开裂(HIC)和可能发展成的阶梯裂纹(SWC)的性能。
本部分只涉及开裂,不涉及均匀腐蚀(质量减少)或局部腐蚀造成的材料损失。
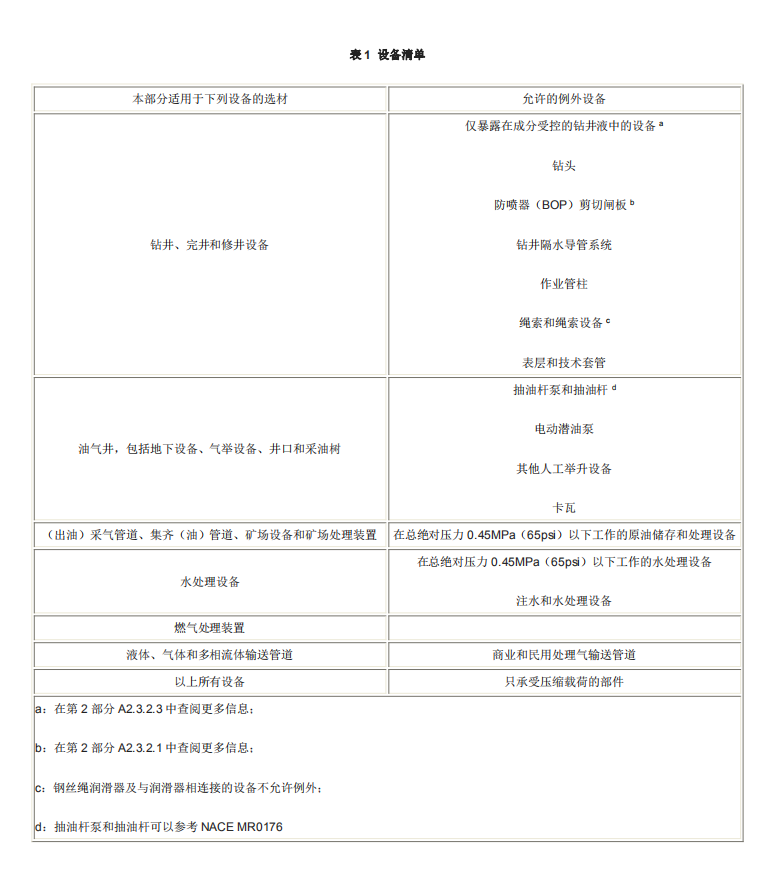
表1中给出了适用于本部分的不详尽的设备清单,包含允许的例外。
本部分内容适用于按常规弹性准则设计和制造设备所用材料的选择和评定。对于使用塑性准则的设计(例如基于应变和极限状态设计),按照本标准第1部分的第5章要求。
附录A列出了抗SSC的碳钢和低合金钢材料,A.2.4包括了铸铁的使用要求。
本部分内容不一定适用于炼油或下游的加工设备。
2. 引用标准
本文件的使用离不开以下参考文件。若所参考得文件标明了时间,表示只采用该时间版本;若没有注明时间,则表示引用的是其最新版本(包括其修正版)。
ISO 6506-1 金属材料.布氏硬度试验.第1部分:试验方法
ISO 6507-1 金属材料.维氏硬度试验.第1部分:试验方法
ISO 6508-1 金属材料.洛氏硬度试验.第1部分:试验方法(A、B、C、D、E、F、G、H、K刻度)
ISO 6892-1 金属材料.拉伸试验.第1部分:室温下的试验方法
ISO 10423 石油和天然气工业.钻井和开采设备.井口设施和采油树设备
ANSI/NACE MR0175/ISO 15156-1:2009 石油和天然气工业——油气开采中用于含硫化氢环境的材料 第1部分:抗裂纹材料选择的一般原则
ANSI/NACE MR0175/ISO 15156-3:2009 石油和天然气工业——油气开采中用于含硫化氢环境的材料 第3部分:抗开裂耐蚀合金和其他合金
NACE TM0177-2005 抗H2S环境中的硫化物应力开裂(SSC)和应力腐蚀开裂(SCC)用材的实验室试验
NACE TM0284 管线钢和压力容器抗氢致开裂评定方法
3. 术语及定义
ANSI/NACE MR0175/ISO 15156-1:2009中确立的以及下列术语和定义适用于本部分
3.1 布氏硬度 Brinell hardness (HBW)
根据ISO6506-1进行测量的硬度值,通常采用直径为10mm的硬质合金球并且加载29.42kN的力。
3.2 泡点压力 bubble-point pressure
在一定的工作温度下,开始有气泡在液体中形成时的压力。
3.3 抛光 burnish
在器件(材料)与一些硬质材料(例如硬化钢球)之间以摩擦接触的方式,使该器件表面光滑的过程。
3.4 铸造 casting
将熔融金属注入模具中,通过使熔融金属在模具中凝固来获得最终形状或接近最终形状的金属件。
3.5 铸铁 cast iron
含碳量大约在2%~4%之间的铁碳合金。
3.5.1 灰铸铁 grey cast iron
以片状石墨存在,断口表面呈灰色的铸铁。
3.5.2 白口铸铁 white cast iron
由于有渗碳体存在,断口表面呈白色的铸铁。
3.5.3 可锻铸铁 malleable cast iron
白口铸铁经热处理后,大部分或所有的渗碳体转化成石墨(回火碳)的铸铁。
3.5.4 球磨铸铁 ductile cast iron;nodular cast iron
在熔融状态下用一种元素(通常是镁或铈)进行过石墨球处理形化处理的铸铁。
3.6 渗碳体 cementite
钢的微观结构组织,主要由碳化铁(Fe3C)组成。
3.7 冷加工 cold working
冷变形 cold deforming
冷锻 cold forging
冷成形 cold forming
金属在一定温度和应变率下发生塑性变形,从而导致形变硬化,通常但不一定是在室温下进行。
3.8 适用性 fitness-for-purpose
在预期使用条件下使用的适宜性。
3.9 易切削钢 free-machining steel
有意加入如硫、硒和铅等元素以提高切削加工性能的钢。
3.10 下临界温度 lower critical temperature
铁基金属在加热过程中开始形成奥氏体或在冷却过程中完成奥氏体转变的温度。
3.11 渗氮 nitriding
氮被渗入到金属材料(最普遍的是铁基合金)表面的表面硬化工艺。
如液体渗氮、气体渗氮、离子渗氮和等离子渗氮。
3.12 正火 normalizing
把铁基合金加热到相变区间(奥氏体化)以上某一温度,并保持一定时间,然后在静止的空气中(或保护气体中)冷却到相变区以下某一温度。
3.13 塑性变形 plastically deformed
在超过弹性极限即应力与应变成比例的极限的应力作用下发生的永久性变形。
3.14 承压部件 pressure-containing parts
预期功能失效时将导致其中的流体释放到环境中的部件。
3.15 淬火加回火 quenched and tempered
淬火硬化然后回火。
注1:淬火硬化是先奥氏体化,然后进行冷却,使得奥氏体或多或少完全转变为马氏体,也可能转变为贝氏体。
注2:回火是一次或多次加热至规定的,低于下转变点的温度或保持在这一温度,然后以适当的速率冷却,使得组织结构有所改善并获得规定的性能。
3.16 C标尺洛氏硬度 Rockwell hardness (HRC)
根据ISO 6508进行测量,采用圆锥形金刚石压头施加一个1471N载荷而获得的硬度值。
3.17 喷丸硬化 shot peening
在可控制条件下选择一种介质(通常为圆形钢丸)轰击材料表层,导致材料表层产生压应力。
3.18 消除应力 stress relieving
把金属加热到合适的温度,并且在这一温度下保持足够长的时间以减少残余应力,然后缓慢冷却尽量使新产生的残余应力降到最小。
3.19 回火 tempering
把金属加热到低于临界温度以降低硬度并提高其韧性的热处理。这一工艺适用于淬火钢、淬火铸铁,有时也适用于正火钢。
3.20 抗拉强度 tensile strength
极限强度 ultimate strength
最大载荷和原始横截面积之比。
3.21 试验批 test batch
代表同一批次产品的样本组,按照特定的程序对代表性样品进行试验能确定其符合规定要求。
3.22 管件 tubular component
有一个轴向孔洞的圆筒形构件(管),用于钻井和生产作业中输送流体。
3.23 维氏硬度 Vickers hardness (HV)
根据ISO 6507-1进行测量,采用正四棱椎体金刚石压头并且加载一个适用的载荷而获得的硬度值。
3.24 焊件 weldment
在一个组件上已经进行过焊接的部分,包括焊缝金属、热影响区(HAZ)以及邻近的母材。
3.25 焊缝金属 weld metal
在焊接过程中焊件上已融化的部分。
4. 符号及缩略语
本部分内容采用以下术语:
AYS 实际屈服强度
CLR 裂纹长度比值
CR C型环(测试)
CSR 裂纹敏感性比值
CTR 裂纹厚度比值
DCB 双悬臂梁(测试)
FPB 四点弯(测试)
HBW 布氏硬度(硬质合金压头)
HIC 氢致开裂
HRC 洛氏硬度(标尺C)
HSC 氢应力开裂
HV 维氏硬度
OCTG 石油专用管,如套管、油管和钻杆
pH2S 硫化氢分压
Rp0.2 根据ISO 6892-1确定的屈服强度
SMYS 规定的最小屈服强度
SOHIC 应力导向氢致开裂
SSC 硫化物应力开裂(硫化物应力腐蚀开裂)
SWC 阶梯裂纹
SZC 软区开裂
T 温度
UNS 统一编号系统(按照SAE-ASTM 统一编号系统中的金属及合金)
UT 单轴拉伸(测试)
5. 采购信息
5.1 准备材料购买技术规格书时可能需要在设备使用者、设备供应商以及材料生产商之间进行合作及资料交流,以确保所购材料符合本标准的第1部分和第2部分要求。
5.2 需提供以下信息:
——首选材料的类型和/或钢级(如果知道);
——设备类型(如果知道);
——本部分的引用条款;
——抗SSC材料选择的验收根据,见条款7;
——抗HIC的要求,见条款8.
5.3 对于那些不在附录A中描述或列出的、通过按照附录B以及本标准第1部分进行的适用性评定测试的其它碳钢或低合金钢,设备使用者和设备供应商或材料生产商可以达成一致作为使用材料。认证测试要求可以扩展到耐SOHIC和SZC。
如果购买者打算使用这类协议、扩展部分和评定方法,应当在材料购买技术规格书中注明相应的附加信息。这些信息可以包括:
——SSC测试要求,见7.1,7.2;
——在特定酸性介质中的服役条件,以及
——其它特殊要求
5.4 附录C描述了如何计算H2S的分压,附录D为如何判断流体的pH值给予指导。
5.5 购买材料所需的信息应填入适当的数据表中,推荐的格式参见附录E。
6. 影响碳钢和低合金钢在含H2S环境中性能的因素
在含H2S环境中,碳钢和低合金钢的性能受复杂的交互作用参数影响,包含以下几个方面:
a) 材料的化学成分、生产工艺、产品形式、强度、硬度和局部变化的程度、冷加工量、热处理条件、微观结构、微观结构均匀性、晶粒尺寸、材料的纯净度;
b) H2S分压或在水相中的当量浓度;
c) 水相中的氯离子浓度;
d) 水相的酸度(pH);
e) 硫或其它氧化剂的存在;
f) 暴露在非生产流体中;
g) 暴露温度;
h) 总的拉伸应力(外加应力+残余应力);
i) 暴露时间。
当采用本部分为含H2S环境油气开采系统中选择合适材料时,这些因素应当被考虑。
7. 耐SSC、SOHIC和SZC碳钢和低合金的评价和选择
7.1 选项1——采用条款A.2选择耐SSC钢(和铸铁)
7.1.1 pH2S<0.3kPa(0.05psi)
对于pH2S<0.3kPa(0.05psi)环境下耐SSC材料的选择,本部分没有做详细考虑。通常,在这类环境下,不需要专门的预防措施来选择使用的钢材,但是,高敏感性钢还是可能会开裂。影响钢敏感性因素的附加信息以及该条件下发生SSC以外的开裂机制在7.2.1中给出。
7.1.2 pH2S≥0.3kPa(0.05psi)
如果H2S的分压大于等于0.3kPa(0.05psi),应当按照条款A.2挑选耐SSC钢。
注1:条款A.2中所描述或列出的钢耐受的是在油气开采以及天然气脱硫装置中的SSC。
注2:有关SOHIC及(或)SZC的发生,用户可以参考选项2,见7.2.2;
注3:对于HIC和SWC,参考条款8。
7.2 选项2——对在特殊酸性环境应用的或按酸性使用环境区域进行的钢材选择
7.2.1 硫化物应力开裂(SSC)
7.2.1.1 总则
选项2允许用户评定和选择在特定酸性环境或各级酸性介质使用区应用的耐SSC材料。
选项2需要知道实际的pH值、H2S分压以及它们随时间变化情况的资料。见本标准第1部分。
选项2用来帮助采购散装材料,例如石油专用管或管线钢管,在这些领域,使用非附录A中列举材料的经济性超过了增加的评定及可能引发的其它投入。用于其它设备的钢材也可以进行评定。在一些情况下,这将需要供应商和设备用户之间达成测试和接收要求的协议。这些协议应有书面文件。
选项2还有利于对暴露于比设计预期的使用环境更苛刻的酸性环境中的现有碳钢或低合金钢设备的适用性评价。
7.2.1.2 SSC环境严重程度区域
按照本标准第1部分所定义的酸性环境严重程度,碳钢或低合金钢的SSC应使用照图1评定。在确定硫化氢环境的严重程度时,宜考虑不正常使用条件或停工时暴露于未缓冲的低pH值凝析水相,或者酸化增产和(或)反应后反排增产用酸夜的可能性。
.png)
图1 碳钢和低合金钢的SSC环境严重性分区
0:0区;1:SSC 1区;2:SSC 2区;3:SSC 3区
注1:在上图中,H2S分压低于0.3kPa(0.05psi)和高于1MPa(150psi)的不连续性反映了测量低硫化氢分压时的不确定性和超出硫化氢分压范围(包括低和高硫化氢)时钢材性能的不确定性。
注2:H2S分压的计算参见附录C。
注3:pH的计算参见附录D。
7.2.1.3 0区——pH2S<0.3kPa(0.05psi)
通常情况下,在这条件下选择钢材不需要防范性措施。但是,以下的一些因素还是会影响钢在这条件下的性能,应当被考虑:
——对SSC和HSC高度敏感的钢可能会开裂;
——钢的物理性能和冶金性能影响着它固有的耐SSC和HSC,见条款6;
——超高强度钢在无H2S的水环境中可能发生HSC。对于屈服强度在965MPa(140ksi)以上的钢种,应当注意其化学成分及处理方式,以确保在0区环境不发生SSC或HSC。
——应力集中增加开裂的风险。
7.2.1.4 SSC 1、2、3区
根据图1中定义的暴露环境的严重程度,用于1区的钢材可以从条款A.2、A.3或A.4中选取;用于2区的钢材可以从条款A.2或A.3中选取;用于3区的钢材可以从条款A.2中选取。
如果从附录A中没有合适的选择,可以在特定酸性介质条件或给定的SSC区域对碳钢和低合金钢进行测试和评定。测试和评定按照本标准第1部分和附录B进行。
有文件记载的现场经验也可以作为在特定酸性介质条件下的选材依据,见本标准第1部分。
7.2.2 SOHIC和SZC
当评价在含H2S酸性介质中的碳钢钢板及其焊接产品时,使用者应当考虑本标准第1部分所定义的SOHIC和SZC。
条款B.4提供了评价耐SOHIC及SZC性能的测试方法及可接收标准。
注意:这些现象很少发生,并且它们未被充分了解。它们引起母材(SOHIC)和焊缝HAZ(SOHIC和SZC)的突然失效。它们的发生被认为只限于碳钢。当使用环境中有硫或氧气存在时认为这种机理引起的破坏可能性增大。
7.3 硬度要求
7.3.1 总则
母材、焊缝区以及热影响区的硬度对于碳钢和低合金钢的耐SSC性能具有很大影响。通过控制硬度来获得耐SSC性能是一种可接受的方法。
7.3.2 母材
如果规定做母材的硬度测试,应做足够的硬度测试才能确定被测钢材的真实硬度。如果邻近位置的几个HRC硬度的平均值没有超过本部分规定的允许值,同时单个读数不大于规定硬度值2个HRC,则单个的HRC读数允许大于本部分的规定,同样的要求也适用于其他的按本部分所规定的硬度测试方法或厂家规范中引用的硬度测试方法。
注:母材上硬度试验的点数和位置在本部分中没有规定。
对于铁素体钢,EFC出版物16号给出了从ASTM E140和ISO 18265的表得来的从维氏硬度(HV)到洛氏硬度(HRC)以及从维氏硬度(HV)到布氏硬度(HBW)的硬度转换表。还有其它的转换表存在。用户可以确定特殊材料的相互关系。
7.3.3 焊缝
7.3.3.1 总则
碳钢和低合金钢的焊接工艺所产生的冶金变化会影响它们对SSC、SOHIC、SZC的敏感性。
应按照好的实际经验选择工艺和焊接材料,达到抗开裂的要求。
焊接应按照由供应商和购买方之间确定的适当的规则和标准进行。焊接工艺规范(WPSs)和工艺评定记录(PQRs)应易于设备使用者检查。
服役环境为酸性介质的焊接工艺评定应当包含按照7.3.3.2、7.3.3.3和7.3.3.4进行的硬度测试。
7.3.3.2 焊接工艺评定的硬度测试方法
焊接工艺评定的测试方法一般按照ISO 6507-1采用维氏硬度HV10或HV5,或者按照ISO 6508-1采用洛氏硬度15N(HR15N)进行测试。
注意:为了本规定的目的,ASTM E92和ISO 6507-1等价,ASTM E18和ISO 6508-1等价。
如果设计压力没有超过规定的最小屈服强度(SMYS)的2/3,并且待评定的焊接工艺包含焊后热处理,HRC方法可以用来评定焊接工艺。在所有其它情况下,采用HRC方法评定焊接工艺需要得到设备用户的许可。
注意:采用HV或HR15N测试硬度时,可以得到一个详细的焊缝硬度变化分布图。采用HV或HR15N测试可以检测焊缝或热影响区中超出允许硬度要求的小区域,而采用HRC测试硬度则不能。
采用其它硬度测试方法时,应当获得设备用户的许可。
应使用HV和HR15N硬度测试方法评定7.3.3.4中备选的焊缝硬度验收标准。
7.3.3.3 焊接工艺评定的硬度测试
采用维氏硬度测试时,对接接头按照图2进行,角焊按照图3进行,修复性及部分穿透焊接按照图4进行。采用HRC硬度测试时,应当按照图5进行。其它焊接类型的硬度测试要求参照这些图。
堆焊层的硬度测试按照图6进行。
.png)
图2 HV——对接接头(mm)
A为焊接热影响区(侵蚀后可见)
B为测试线
C为硬度压痕:压痕2、3、6、7、10、11、14、15、17和19应当完全在焊接热影响区,并且尽可能地靠近焊缝金属与热影响区之间的融合线。
应当确定测试顶线的位置,使压痕2和6位置与最后焊接道次的热影响区或者最后焊接道次所引起的融合线轮廓变化相一致。
.png)
图3 HV——角焊缝(mm)
A为焊接热影响区(侵蚀后可见)
B为测试线
C为平行于线B的测试线,并且在焊接根部贯穿焊缝金属与热影响区之间的融合线
D为硬度压痕:压痕3、6、10和12应当完全在热影响区,并且尽可能地靠近焊缝金属与热影响区之间的融合线。
.png)
图4 HV——修复性及部分穿透性焊接(mm)
A为原始焊接热影响区
B为补焊热影响区
C为测试线的平行线
D为硬度压痕:热影响区的压痕应当尽可能地靠近融合线。
应当确定测试顶线的位置,使热影响区的压痕位置与最后焊接道次的热影响区或者最后焊接道次的盖面焊融合线的轮廓变化一致。
.png)
.png)
图5 洛氏硬度——对接接头(mm)
A为焊缝区
B为焊接热影响区(侵蚀后可见)
C为母材
D为测试线
E硬度压痕:焊接热影响区的压痕应距融合边界2mm以内。
.png)
图6 堆焊层的硬度测试示意图(mm)
A为焊接热影响区(侵蚀后可见)
B为硬度测试压痕1至12的线
C为堆焊层(侵蚀后可见)
D硬度压痕
按照7.3.3.2的要求采用HRC硬度测试。在焊接热影响区的HRC硬度压痕应当在融合边界2mm范围内。
a 采用HV或HR15N测试方法时,硬度压痕2、6和10应当完全在热影响区,并且尽可能靠近堆焊层与焊接热影响区之间的融合边界(距融合边界不超过1mm)。
7.3.3.4 焊接硬度验收标准
用选项1(见7.1)选择的钢材的焊接硬度验收标准按照A.2.1.4执行。备选的焊接硬度验收标准应建立在焊缝试样的SSC试验合格之上。SSC的测试按照附录B进行。
用选项2(见7.2)评定和(或)选择的钢材的焊接硬度验收标准应建立在焊缝试样的SSC试验合格之上。SSC的测试按照附录B进行。
7.4 其它加工方法
对于由非焊接方式而导致钢材的硬度变化,应规定硬度试验为其制造过程评定的一部分。如果在最终产品中保留有任何的HAZ,硬度测试应规定为气割和(或)切割过程评定的一部分。需要说明制造方法并采用7.3的硬度验收准则。
用于评价和测试的样品形状和部位应获得设备使用者的许可。
8. 碳钢和低合金钢耐HIC和SWC性能的评价
对于碳钢的轧制产品,即使在含有微量H2S的酸性介质环境中,设备使用者都应考虑本标准第1部分所定义的HIC/SWC以及HIC/SWC测试。附录B提供了HIC/SWC的测试方法及验收标准。
发生HIC/SWC的敏感性受钢材的化学成分和生产流程影响。钢中的硫含量具有重要影响,轧制和无缝产品的最大允许硫含量分别为0.003wt%和0.01wt%,常用锻件中的硫含量小于0.025wt%。一般不考虑铸件对HIC或SOHIC的敏感性。
注1:HIC/SWC所导致的失控问题很少发生在无缝钢管及其它非轧制产品中。此外,相对老产品而言,采用现代科技生产的无缝钢管对HIC/SWC具有更低的敏感性。因此,在具有潜在失效后果的使用环境中,评价无缝钢管的耐HIC/SWC性能还是有益的。
注2:在服役环境中,铁锈、硫或氧气的存在,尤其是伴随着氯离子的存在,能够增加破坏的可能性。
9. 标志、标签和文档
符合本部分的材料应当具有可追溯性,最好在交货前做标记。合适的标签或文档也是可取的。
对按附录B评定合格和选择的特定应用的材料,其可追溯性还包括特殊应用的相关环境条件。
设备使用者可要求设备或材料供应商提供设备或部件所使用材料的文档,以及本标准规定的对这些材料服役环境的限制。
附录E中的表提供了鉴别材料的标记方法。
涉及测试:
容大拥有一批在业内取得显著成就的专业技术人员,对行业内的检测需求理解较深,并且有丰富的检测经验,本着精益求精的原则,针对不同样品成立不同领域的技术小组进行分析、实验,由相关专业经验最丰富的高级工程师担任负责人。保证每个报告的准确性、严谨性。适用于钢铁企业、石化行业、科研院所、大专院校等部门的相关研究和测试。
标签: SSC检测 SSC测试 SSC试验 阀门SSC试验 法兰SSC试验 抗硫化氢腐蚀 抗H2S腐蚀