 中文
中文 英文
英文


 在线客服
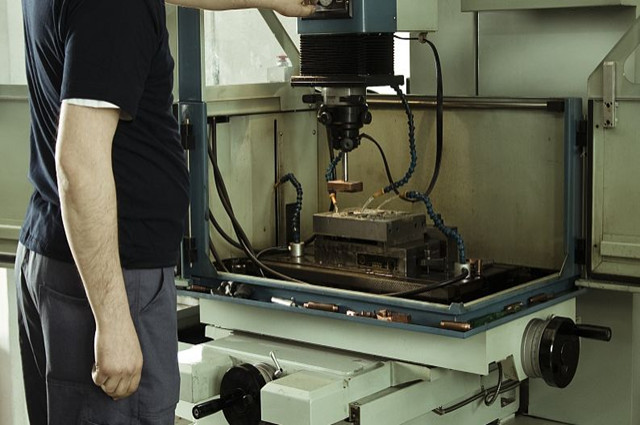
在线客服 高温拉伸试验是科学评价金属材料高温力学性能的一种试验方法.相比室温拉伸试验,高温拉伸试验增加了温度控制和测量系统,试验结果的影响因素也更加复杂.结合多年工作经验,对金属材料高温拉伸试验试样准备、试验安装、温度控制以及拉伸过程中的关键要素进行了分析,旨在帮助检测人员正确理解高温拉伸试验的要点,减小试验误差,提高试验数据的准确性和可靠性。
拉伸性能是金属材料主要性能指标之一,其中屈服、抗拉强度等参数是金属材料最具代表性的力学性能指标,也是工程设计、机械设计中应力计算的重要依据.金属材料拉伸试验是获取其力学性能指标最常用、最基本的手段,能够科学、准确地反映材料本身所具有的属性,具有可靠、快速、简单等特点。
因此,拉伸试验广泛应用于板、带、管、棒、丝、型材等冶金产品的检验及质量评估中。
对于航空发动机、压力容器、核电设备以及热力管道等高温环境下使用的金属材料,高温拉伸性能数据是最基础和必不可少的考核数据.影响金属材料高温伸试验结果准确性的因素很多,已经有人[2G5]研究过试样、测量仪器与设备、夹 持方法、控制方法、拉伸速率、试验机柔度、温度及人员等因素对试验结果的影响.为了最大限度降低这些因素对试验结果的影响,我国于1984年发布了金属材料高温拉伸试验第1版国家标准.截至目前,先后共经历了1995,2006,2015 版3次 修订,最新版标准更名为 GB/T228.2-2015«金属材料拉伸试验第2部分高温试验方法 »,代 替GB/T4334-2006«金属材料 高温拉伸试验方法».尽管现行标准对试验方法进行了统一,然而要准确测试 材料的高温拉伸性能,除了要有质量可靠的试验机,还必须正确掌握试验方法,尽可能降低各种不利因素的影响,一旦处理不当,就可能引入较大误差。笔者从试验 前准备、试验安装过程、温度控制及试验过程中一些易被忽视的细节等方面对金属材料高温拉伸试验过程进行了分析和讨论,旨在有效减小试验误差,确保试验数据的真实可靠。
1、试验前准备
金属材料拉伸试验采用的标准试样是用样坯经机加工而成的,这一过程通常包括车、铣、刨、磨等工序.每一道机加工工序中均应控制好给进速度和冷却速率,以防止因受热或冷加工硬化而影响材料性能.对于加工好的标准试样,首先要保证试样尺寸及表面粗糙度符合标准要求,这是保证试验结果准确性的基础.然后根据试样尺寸,确定并标记试样标距.标记标距时,要考虑试样材料的特性,如果材料是脆性的,需要用记号笔涂抹试样表面,然后轻轻划出标距线,选用的标记笔涂料应确保所作的标记在高温试验后仍能清晰可见.对于韧性材料,则需要在试样表面打点做标记,这样能够保证标记在高温受热后仍清晰可见.
2、试验安装
2.1 试样装卡
在装卡试样前,应先检查设备和夹具是否处于正常状态.试样装卡时最重要的是试样的对中性,试样的对中性直接影响试验结果.如果拉伸试验机上、下夹头不能对中或者左右存在较大间隙,应借助设备的对中片对夹头进行调节或者采用垫片填充间隙.对于圆棒试样,推荐用螺纹连接方式装夹试样进行高温拉伸试验.对于不同厚度板材试样,在没有适合的夹具工装时,建议采用垫片对间隙部分进行填充,以保证试样的对中性,防止出现偏向加载情况.一旦出现加载力轴线与试样中心线有较大偏离时,试样会承受一定程度的附加弯曲应力.同时,也可能会导致试验过程中试样打滑或非正常断裂.
2.2 热电偶安装
对于高温拉伸试验,温度传感器是温度监控系统的关键部件,其控制精度会直接影响试验结果.目前,使用最广泛的是 K 型热电偶,即由镍铬G镍硅两种合金通过焊接形成闭合回路,利用在高温环境下,两种材料之间存在特定的热电势差来测量温度.K 型热电偶 的 使 用 温 度 范 围 为 -200~1300 ℃.
依照标准要求,被测试试样表面要求安装热电偶,主要是用于实时监测试样表面的温度变化.热电偶测量端温度应保持恒定,偏差不应超过±0.5 ℃.按照标准规定,当试样标距小于50mm 时,应在试样平行长度的两端各绑一支热电偶;当标距大于或等于50mm时,应在试样平行长度的两端和中间各绑一支热电偶.捆绑两根热电偶时,将试样平行段分成3等份.捆绑3根热电偶时,先在试样中间捆绑一根,另外两根分别捆绑在两侧.热电偶测量端应垂直于试样表面捆绑,并与试样表面有良好的接触,应避免炉壁热辐射对热电偶的影响[6].
2.3 引伸计安装
高温拉伸试验通常使用机械式陶瓷杆高温引伸计.引伸计应安装在试样的中间,刀口必须垂直于试样表面,引伸计的两根支杆要平行于试样且在同一条线上,最后再调节引伸计的标距,保证引伸计的标距准确.由于引伸计支杆较长,卡持在试样表面后容易出现打滑现象.为了避免打滑,试样安装好之后,先给试样一个小的预加载力,然后再安装引伸计.实际操作中,由于陶瓷引伸计本身质量较大,安装引伸计时应调整引伸计的固定装置,使得引伸计上端支杆的夹持力大于下端的,这样才能使引伸计达到受力平衡.
2.4 高温炉安装
大多数用于金属材料高温拉伸试验的高温炉是竖式对开结构,为了保证炉内垂直方向的炉温均匀,往往采用3区域控制,即对炉体上、中、下电热丝分别进行控温,这样可以在炉膛内获得更长的均热带.
所谓均热带,是指炉温达到试验设定温度并稳定后,在炉膛内某一特定区域温度波动不超过规定范围,即均热带是温度较为稳定的区域.然而,由于存在“热烟气向上”效应,均热带并不在炉体几何中心区域,而是炉体上端较下端更热,即均热带处于炉体中心偏上一点的区域.有报道[7]发现,非均热带区域的温度波动非常大,有时波动会达到±(10~15)℃,这种波动超出了标准要求的范围.因此,在试验之前有必要对使用的高温炉进行均热带的测量,以确定均热带的具体区域,并做好位置标记,有关均热带的测量方法,已有相关文献报道[8].一旦确定了均热带区域,就可以调节试样上下位置,确保试样的工作段处于高温炉的均热带区域中.
3、温度控制
高温炉升温过程通常具有热惯性,即温度控制有一定的滞后性,其原因是电热丝等加热元件的温度变化速度要远落后于热电偶测温的速度,致使高温炉的实际温度总是滞后于设定温度,通常会有几度到十几度的偏差.为了更好地克服这一问题,推荐使用比例G积分G微分(PID)温度控制方法[9].同时,随着控温技术的发展,新的温度控制方法如模糊控制、神经网络控制以及模糊 PID 控制等都为高温炉的精确控温带来了可能.值得注意的是,由于炉体上、中、下3个区域散热速率不同,要想实现试验所需温度的精确控制,该3个区域的加热功率需要不同的设置.一般来说,上区域和下区域所需的加热功率要比中间区域的稍大一些,原因是高温炉上、下两端与冷空气之间的热交换要大于中间区域的.
4、拉伸过程
试样加载过程中温度是最难控制的环节[,试样从受力开始直至屈服,由于处于弹性变形阶段,试样本身基本不发热,在这个阶段温度容易控制。
然而从屈服变形阶段开始,试样发生塑性变形,造成试样本身产生热量,该现象可能导致试样温度上升几十摄氏度(例如奥氏体不锈钢),试样本身温度的升高,导致试验温度难以控制甚至超出规定的试验温度,因此,在拉伸初始加载阶段,需要将试验温度控制在规定温度范围的负偏差,以防止后期温度高出标准规定;同时,在加载过程中要时刻注意温度变化情况,及时对加热控制器进行必要的人工调节。
5、结束语
综上所述,在金属材料高温拉伸试验过程中,除了要注意室温拉伸试验的影响因素,也应正确认识高温拉伸试验的特殊操作细节.在日常检验工作中,应善于积累和总结长期试验过程中出现的各种现象和规律,不断提高检测结果的准确性,为科学研究和企业生产提供可靠有效的试验数据。
标签: