 中文
中文 英文
英文


 在线客服
在线客服 1、陶瓷纳米线焊接
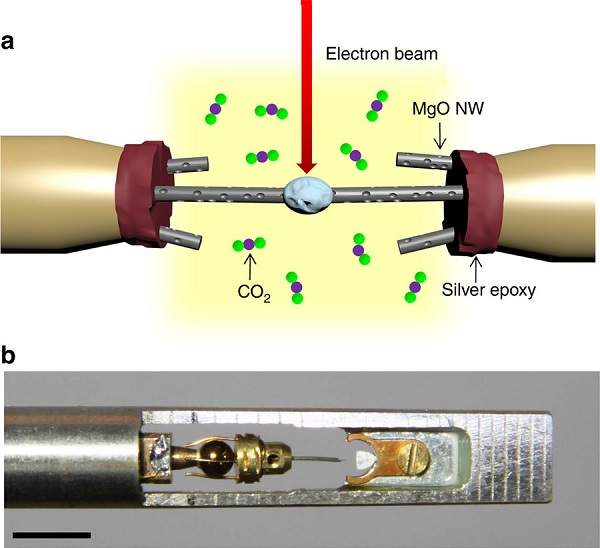
与金属材料相比,陶瓷具有耐高温、硬度高、化学稳定好以及密度小等优点,但目前还没有技术能够很好地实现陶瓷部件连接,并保持其良好的性能。因此,合适的连接技术成为陶瓷大量应用的关键,如果能将陶瓷材料连接起来并使其具有良好的性能就显得十分有意义。
中国石油大学(北京)李永峰教授、西安交通大学单智伟教授和燕山大学黄建宇教授(共同通讯作者)在Nature Communications上发表最新研究成果“Ceramic nanowelding”。本项实验研究中,研究人员介绍了一种用于陶瓷纳米线焊接的技术。采用该连接技术得到的接头力学性能比原始纳米线的性能还要好。在CO2氛围下,借助先进的球差环境透射电子显微镜(ETEM),以多孔MgO为钎料,通过化学反应MgO + CO2 → MgCO3实现了陶瓷的连接。该技术不仅能够实现MgO,CuO和V2O5 纳米线的连接,并进行了拉伸实验,而且可以连接宏观的陶瓷材料SiO2,这也意味着该技术未来可能用在陶瓷工具和器件上。
2、新型焊接材料——多股焊丝
多股焊丝结构的概念在2009 年由中国矿业大学高顶教授首先提出, 并授权进行了产业化生产和应用。通过近年来对机理分析与深度研发, 引伸出了以“多股复合焊丝” 为核心的包含了焊接材料、焊丝结构、捻丝装备、弧焊电源以及特种工艺开发等多项发明专利。
相对于传统实心单丝或药芯焊丝产品而言,多股焊丝无论在电弧-熔滴过渡特征以及熔池流动形态方面,还是焊丝产品合金成分设计制造到焊接工艺对熔宽、熔深、堆高的可控性,都得到了全面的提升及拓展, 极大地提高了熔化极电弧焊的熔敷效率和接头性能,尤其为当前机器人、自动化焊接生产的高品质、高效化的紧迫需求提供了一种全新理念的新型焊材产品。
多股焊丝是一种新型结构的熔化极焊接材料,其突出特点是结构的可设计性,能根据焊接对象的需要实现“量身定做”。多股焊丝的结构设计要素主要有6个方面,即多丝的直径选择、中心与外围丝的分配、焊丝的成分调控、焊丝捻距、绞合方向及焊丝组合数的确定。图1是多股焊丝的结构示例,可见该类焊丝经不同组合设计能获得巨大的工艺与性能空间。图2是多股焊丝组合示意图,其原理是实心焊丝与药芯焊丝的定量搭配。
多股焊丝的出现,不仅是一种全新理念的,更是焊接技术走向材料-装备-工艺一体化的重大进步,是当前焊接技术与制造领域的一个创新和跨越。多股复合焊丝的应用范围和行业包括:钢结构、管道、造船、锅炉压力容器、重工、工程机械、煤机、耐磨堆焊及海工石油等行业, 其效益的提升表现为:多股焊丝在同等焊接工艺要求条件下,替代传统的埋弧焊等工艺,实现了焊接生产效率的提升,热输入减小,适应了机器人或自动化焊接的高效化需求,并促进了弧焊技术走向“ 控形”和“控性”的新阶段。
.png)
3、钛合金线性摩擦焊接的研究
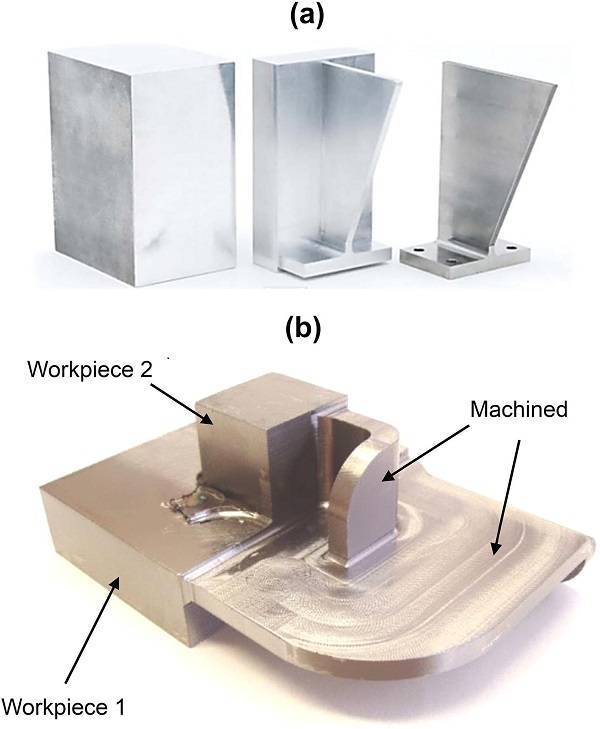
线性摩擦焊接(LFW)是一种固态连接工艺,是一项在航空发动机中制造钛合金叶片式磁盘的成熟技术。由于良好的经济效益,LFW广泛用于制造Ti-6Al-4V飞机结构部件。然而,由于人们对这项工艺的了解不足,LFW技术很少应用于叶片制造之外的工业领域。
来自英国克兰菲尔德大学的Anthony R. McAndrew (通讯作者)等人概述了钛合金线性摩擦焊接的研究进展。讨论Ti-6Al-4V线性摩擦焊缝的微观组织,力学性能,飞边形貌,界面污染物去除和残余应力等,此外通过数值模拟进行分析,并对LFW技术在制造业中的应用做出了展望及更好的利用。
4、塑料焊接
塑料焊接是将塑料部件熔合在一起的制造方法,该过程通过加热每个部件直到它们软化或液化来实现焊接。塑料冷却时,部件间形成化学键从而熔合在一起。热塑性焊条通常用于粘接两个不同的部件。
不同的塑料焊接方法用于不同的目的,根据所使用焊接设备和焊接材料的类型而变化。塑料部件的基材也影响着塑料焊接的方法。通常优先选用热塑性塑料,因为它们能够实现反复的熔融和固化。
热气焊接使用热空气射流来焊接塑料。热气使塑料软化并熔化,从而实现零部件的融合。为该技术所设计的热风枪可引导气流,从而获得更高的精度。焊条的材料通常与两种基材相同,用于填充零部件之间的缝隙。
无气焊接通过加热机器或加热工艺来加热焊条。该方法有助于防止来自焊条的过量材料积聚,并防止基底材料翘曲。无气焊接尤其适于焊接热固性塑料。无气焊接中光和振动是塑料焊接的两个技术指标。无法用热气焊接的异种材料通常可以使用这些工艺进行熔合。这些工艺,如超声波、振动、激光、热塑性焊接等,还可用于焊接那些通常需要保持相对薄度的部件。
超声波焊接应用低振幅和高频振动来焊接零件。振动产生热量,就像手摩擦生热一样,从而利用热量连接两个部分。超声波焊接机产生的热和压力在两个部件之间快速形成无缝焊点,适用于生产小型组件,如闪存驱动器和半导体。
激光焊接使用光来熔化材料。激光焊接时,一种材料透光,另一种材料吸光。这两种材料在压力下连接在一起。然后激光束穿过透光材料进入吸光材料,从而产生热量,形成永久焊点。
热塑性焊接与激光焊接相反。在该技术中,激光穿过透明材料进入吸光的有色材料。然后透光材料被吸光材料熔化并熔入其中。
塑料焊接应用广泛。当需要更换的塑料零件价格较高时我们可以对其进行修理,将新的部件焊接上去。防水的气密性容器,如水箱和通风管道,有时就是通过塑料焊接组装的。它也常用于制造产品,如汽车部件和大的面板。

5、不同电池基底上锂钠合金的通用焊接
金属锂电池由于其最低的还原电势和超高的理论比容量,在未来能量储存领域中有广阔的应用前景。然而,锂枝晶生长以及液体有机电解质的易燃性等问题,严重威胁了金属锂电池的安全使用。因而其中最有效的策略是使用不易燃且机械强度良好的固态电解质(solid-state electrolytes, SSEs),以此抑制锂枝晶的生长。
在如此众多的SSEs当中,立方石榴石相SSEs优势明显,因为其具有良好化学稳定性、高离子导电率和宽电化学电势窗口。金属锂和石榴石陶瓷片之间的直接接触一般会造成接触不良以及较大的表面阻抗,通过添加聚合物界面或者施压,界面将有所改善,但阻抗仍然十分高。
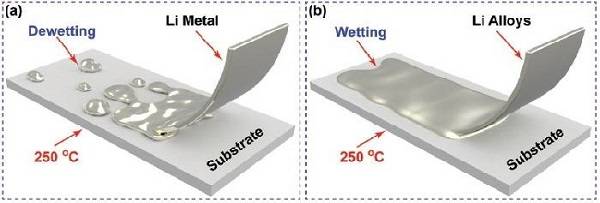
马里兰大学的胡良兵副教授(通讯作者)在著名期刊Advanced Energy Materials上发表了题为“Universal Soldering of Lithium and Sodium Alloys on Various Substrates for Batteries”的论文,第一作者为王成威博士,共同第一作者为在读博士生谢华。该文章报道了一种通用焊接技术,可以快速地将熔融的金属锂或金属钠涂覆在不同的基底上用于固态电池和其他应用领域。通过添加合金成分,熔融锂的表面能和粘性都增加了。富锂的熔融合金在陶瓷、金属和聚合物等基底上展示了良好的浸润性。
通过在熔融锂和钠中添加合金成分,进行了表面能和负极粘性的调控,因此可以直接熔接合金在不同的基底上。锂锡合金能够在10s内熔接在石榴石SSEs的表面并有良好的紧密接触。能有效减少石榴石相SSE的表面阻抗直至7Ωcm2。电化学测试证实表面和合金电极在长时间和高容量测试中的稳定性。同时探究该合金基熔接技术的用途广泛性,其他锂二元合金亦有研究,在金属、陶瓷和聚合物基底上也展示了类似的浸润性。并且,该熔接技术可以迁移到熔融钠合金体系中,钠锡合金也被成功涂覆在氧化铝基底上。
侵权删